Boilersinfo Boiler and Mechanical Power Digital Library
Boilersinfo Boiler and Mechanical Power Digital Library
Many hazards are associated with welding and cutting safety, but as in any other operations they can be controlled by appropriate preventive measures. Unless these measures are taken, the hazardous situations can easily give rise to personnel injury and/or material damage.
Welding and cutting hazard examples are:-
- Electric shock
- Fumes and gases
- Welding sparks
- Arc rays
- Confined space
- General work area/Falls
- Electric and Magnetic fields
- Area conditions
- Fire and Explosion
- Mishandling of gas cylinders, especially acetylene.
Eye injuries during Welding and cutting safety
Eye injuries can occur as a result of exposure to the radiant energy emitted during arc welding or when plasma or flame cutting operations are undertaken.
Prevention from this injury can be achieved by the person carrying out the welding or cutting operation by wearing eye protection in the form of full-face shield filter with the appropriate dark lenses for welding and in the case of cutting.
For personnel who are working within the area that may be affected by the welding or cutting activities, welding screens will be erected around the welding or cutting activity to effectively shield, those working close by from flash burns.
All such screens will be manufactured from a suitable fire retardant material and should be erected in such a manner as not to restrict ventilation of the working area.
It should also be noted that all personnel will be required to wear, as a minimum for general site work, safety glasses fitted with side shield. Damage to the eye can also occur from the ingress of hot slag, sparks or flying debris caused by chipping, cleaning-up or grinding of a weld. At all times while performing these activities, it shall be mandatory for additional eye and face protection to be worn, such as a full face shield especially when doing grinding works.
Burns
¨ Thermal: Burns of the skin from hot metal, spattered slag or metal, or from handling hot objects such as tools, rods, or the work may be effectively prevented by the use of protective clothing such as coverall, aprons, shirts and gauntlets. Warning signs or barricades shall be considered to avoid injury to another worker such as burn injury by touching welded parts in a congested or busy area after welding.
¨ Radiant: Risk of burns from radiant energy to the unprotected skin of the welder (Such as arms, neck, ears, or face) is easily prevented by the wearing of protective clothing.
Note: Clothing made from standard grades of nylon and other man-made fibers is not recommended for protection against thermal or radiant burns.
¨ All personnel directly involved in welding and cutting shall wear suitable protective clothing, in addition to safety boots, helmets, etc. Such clothing shall include but not be limited to:
- leather gauntlets / gloves
- welders coverall.
Prevention of Electric Shock
¨ All portable welding machines and generators will be positively earthed by an earthing stake manufactured from suitable material (copper bonded ground rod) driven into the earth.
¨ All welding earth will be connected as close as possible to the workplace or area where the welding is taking place.
¨ Welding earth shall not, under any circumstances be connected to any scaffolding, scaffold component or rigging equipment.
¨ Welding cables shall be kept dry and free from grease and oil to prevent the breakdown of insulation. Cables with exposed bare conductors shall be replaced or discarded immediately.
¨ Welding cables shall, where practicable, be one continuous length. Should it be necessary to connect two or more cables, only purpose-made, approved connectors shall be used for this purpose; pipes, steel bars shall never be used.
Toxic Fumes and Respiratory Protection
Welding, cutting, and brazing operations produce mixtures of gases, fumes, and smoke of which the composition will depend on a number of factors such as base metal, welding temperature, type of electrode and flux, metal covering, contamination, shielding gases, etc.
Other gases, fumes, and smoke are produced from the burning of the base metal, welding rods, metal coatings, containments (e.g. solvents), fluxes, etc. The fumes consist mainly of iron oxide but oxides of zinc, manganese, nickel, antimony, copper, cadmium, etc, can be present, as well as fluorides.
Metal surfaces may be coated with protective films of lead paint, zinc galvanizing, cadmium, oil or plastic. When these surfaces are heated other toxic fumes are generated.
To ensure the protection of the person carrying out the welding or cutting operation from inhalation of toxic fumes or vapors adequate open top welding booths to be erected for exhaust. Or in situations that open-top welding booth is not practicable, exhaust ventilation shall be used. From time to time, a welder will go out of the booth to breathe fresh air.
NOTE: Welding or cutting in enclosed spaces such as tanks can seriously deplete the oxygen content of the air. Adequate ventilation is essential, supported by the welder wearing an air- supplied respirator when necessary. For works inside the confined space, refer to Safe Work Procedure for Confined Space Entry.
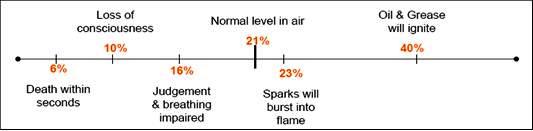
Oxygen Enrichment
Oxygen enrichment gives no warning; it is tasteless, odorless, and colorless. It can bring on a feeling of Euphoria. An oxygen-enriched situation can easily catch fire; textile can burn fiercely without even noticing any signs of danger. Pressurized oxygen is not for blowing dust or cleaning clothing. Oxygen can saturate the material making it 8 times more flammable. See below the effects of oxygen contents in the air.Oxygen/acetylene hoses and gauges shall be kept free of any oil or grease containment, especially at the threaded connection between hoses and gauges
Download free Welding And Fabrication Books
Electric Shock Precautions
Good electrical connection, Electrode holder, and cable properly insulated.
Welding machines shall be equipped with ELCB to protect the welder from sudden electrical failures of the welding machine from electric shock/electrocution and welding machines to be inspected and calibrated by a qualified electrician.
All electrical connections to welders, power supply to electrode holder clamps, and earthing connection must be made only with the circuit open.
Cables and connectors shall be capable of handling the maximum possible current.
The earth wire must be connected as close as possible to the element to be welded using pliers, clamps or other systems that guarantee good contact.
Grounds shall not be connected to handrails, stairs, or from steel power or lighting towers, or on any active oil, gas, steam, air, or chemical line in live plant area ask to plant-owner for suitable ground point.
Ground machine frames: inspect all grounds for mechanical strength adequacy.
Insulate welder from workpiece and ground, particularly from the wet areas.
Wear dry, hole-free gloves.
Don’t touch electrically “hot” parts or electrodes or electrically live parts.
Always inspect the electrode holder before turning the welder on.
When working at height, use a safety harness.
Housekeeping
Housekeeping shall be maintained in all areas especially where welding is taking place. All welding stubs, used grinding discs, etc, will be contained in a receptacle or metal bins provided by Supervisor/Foreman in the work activities, and located at the work place. All such receptacles or metal bins shall be emptied daily and to be dumped in the designated area.
Routing of Cables and Hoses, etc.
All welding electrical leads and compressor hoses shall be suspended thru the safest possible means (not tied up with bare metal or sharp wire) from the ground or working platform. If it is not practical to route leads or hoses overhead of a work/traffic area, leads and hoses will be routed under the platform to eliminate any tripping hazards, and shall always be kept out of water.
Fire Prevention
Prior to the commencement of any hot work activities the area that is affected shall be free of all flammable material (combustibles: wood, paper, plastic, etc; flammable materials: petrol, diesel, paint, thinners or mastic insulation, etc).
Fire fighting equipment such as fire extinguishers shall be readily available near hot work activities. In addition, hot work activity inside live plants shall include preparation of loaded water hoses prior to start activity.
At least one fully charged 6kg Dry Chemical Powder fire extinguisher will be provided immediately adjacent to the hot work location.
Employees engaged in hot work shall be trained in the operation of fire extinguishers before being allowed to carry out any hot work. Such fire extinguisher operation can be discussed during toolbox talks.
Hot work in elevated areas shall have fire retardant blankets strategically placed to ensure the capture of all sparks and/or hot metal that may be produced by the hot work.
Hot material or sparks shall not be allowed to fall or be carried into any other work area, which may affect the safety of other personnel or equipment (100% Sparks Containment shall be maintained especially inside live plants).
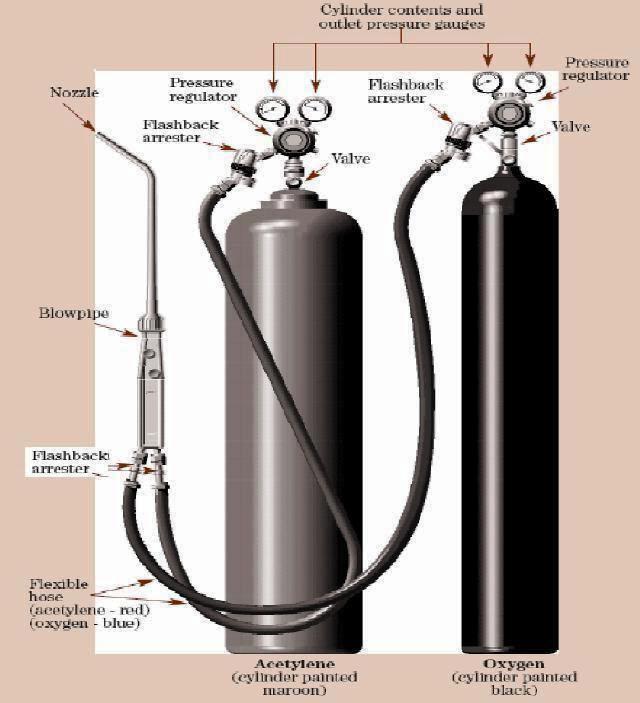
Gas Cutting
Inspection of Equipment
All equipment associated with gas cutting operations shall be subject to inspection prior to use on the worksite. Items such as hoses, gauges, regulators, torches and flash-back arrestors will be inspected before use is permitted and must be in good and serviceable condition. Inspections of such equipment shall be carried out by HSE and Construction teams. Hose connections shall be of the crimped type, clamps shall never be allowed.
Use of Flash Back Arrestors
Torches and regulators require installing Flashback Arrestors in the torch and on the regulator of both the oxygen and fuel gas cylinders. By setting the correct gas pressure and using the right equipment and gas supply, the occurrence of flashbacks can be minimized.
Flashback arrestors are important safety devices that are required to be fitted to the torch and regulator to protect both the operator and equipment in cutting and burning situations.
NOTE: Prevention of flashback starts by selecting the size cylinder or number of cylinders of acetylene to adequately supply the flow rate to the tip. The following are other causes of back-feeding or reverse flow.
¨ Incorrect operating procedures
¨ Incorrect purging of the system on startup
¨ Blocked or undersized tip or nozzle
¨ Faults in gas hose fittings, resulting from wear & tear, dirt, etc.
¨ Blocked gas passages in the blowpipe, cutting attachment, welding attachment or heating head
¨ Kinked or restricted hoses
¨ Incorrect diameter hose
¨ Insufficient gas supply
¨ Incorrect selection of flashback arrestors
Ignition of Torches
Gas torches shall not be ignited by any means other than a flint gun. Cigarette lighters, matches or hot metal will not be used as an ignition source.
Gas Cylinders
Gas cylinder valves should be closed, and the valve protection cap shall be in place, hand-tight, when gas cylinders are not in use.
Under no circumstances should oil or grease be used to lubricate any valves or connections which may come in contact with oxygen under pressure.
Gas cylinders shall be stored in areas specially defined for the purpose, i.e. outdoors, away from all sources of heat, and away from gangways and other traffic hazards. Oily rags, waste, and other refuse should not be allowed to accumulate on or near stored gas cylinders. Gas cylinders should be protected against extremes of weather and direct radiation from the sun or hot equipment.
Full oxygen, acetylene, and propane in storage shall be divided by a physical distance of 20feet (6meters) or by a concrete firewall.
Fuel gas cylinders shall be placed with valve end up and secured from falling whenever they are in use or stored. A cradle or similar platform closed on all sides should be used when gas cylinders are transported by a crane.
When gas cylinders are moved by hand, they may be tilted and rolled on their bottom rim in a short distance, trolleys shall be used when handling/moving cylinders from one point to another. When gas cylinders are transported by the vehicle they shall be secured in a vertical position. Gas cylinders shall not be dropped, nor will they be permitted to strike violently against any other object.
Valve-protection caps shall not be used for lifting gas cylinders from one vertical position to another.
It is not necessary to remove the regulators and replace the valve-protection caps when gas cylinders, (which are in use), are moved by means of a gas cylinder trolley, specially designed for the purpose.
Gas cylinders which are not mounted in such trolley during use shall be secured with a suitable steadying device to prevent them from being knocked over.
Gas cylinders in use shall be kept far enough away from any welding or cutting operation to prevent them from coming into contact with sparks, hot slag, hot metal, or flame.
Gas cylinders shall not be placed where they might become part of an electric circuit. Contact with radiators, piping systems or layout tables which may be used as ground return circuits for arc welding machines should be avoided.
Never strike an arc against a cylinder.
Gas cylinders shall not be placed under structures where valves could be damaged by falling objects.
The numbers and markings stamped on gas cylinders should not be tampered with.
NOTE: Gas cylinders must be pre-color coded by the suppliers in line with international color codes. Where colors do not clearly distinguish contents, name of contents shall be clearly marked on bottles.
Empty gas cylinders shall be segregated from full gas cylinders.
Gas cylinders whether full or empty shall not be used as rollers or supports, or for any other purpose.
The contents of a gas cylinder shall not be used for any purposes other than the purpose.
Gas cylinders shall only be re-filled by authorized persons or suppliers. No person other than the gas supplier shall attempt to recharge gas cylinders.
If a valve leak develops, the gas cylinder will be removed from service, suitably tagged, placed outdoor, away from any source of ignition, with an appropriate warning sign.
Gauges/Valves
Before an oxygen cylinder is put into service, the valve should be opened slightly then closed immediately. This action is known as “cracking” (shifting) the valve and is intended to clear the valve of dust or dirt which might otherwise enter the regulator. Valves on Acetylene/Propane or Butane gas cylinders should not be cracked near welding work, sparks, flames, or other sources of ignition. The operator should stand on the side opposite from the outlet when cracking the valve.
After the gas cylinder valve has been ‘cracked’ and closed again, the regulator should be connected to the gas cylinder and tightened with the correct size open-end spanner, never use a pipe wrench as these will cut into the connection nuts, (Adaptors are required to attach some acetylene regulators to the valves). Soapy water may be used to ascertain that a tight connection exists between the regulators, adaptors, and cylinder valves. Care should be taken to avoid getting oil or grease on the fittings when connecting an oxygen regulator.
To avoid an error when connection hoses, the oxygen regulator connections have right-hand threads; fuel gas regulator connections have left-hand threads. Connections should be tight to avoid leakage.
Unless special means have been provided to protect the regulators, the pressure-adjusting screw of the regulator should be released, i.e. turned counter-clockwise (to the left) before the gas cylinder valve is opened.
The fuel-gas cylinder valve should be opened slowly with the special key or handle provided for that purpose. The valve should be opened and the key should be kept in place. The pressure in the gas cylinder will then be shown by the high-pressure or cylinder-contents gauge.
The oxygen cylinder valve should be opened slightly so that the high-pressure gauge hand will move up slowly. The valve should never be opened suddenly, and the operator should not stand directly in front of the gauge faces. After the high-pressure gauge hand has stopped moving, the oxygen-cylinder valve should be opened fully.
If the low-pressure gauge on the regulator shows a continuous and steady increase in pressure when the torch valves are closed, the gas cylinder valve should be closed immediately and the regulator repaired.
Hoses
Hoses are manufactured in distinctive colors for ready identification. Red is generally recognized for fuel-gas hoses, and green for oxygen hoses. Hoses color coding shall follow the site or country color coding standards for gas hoses. Hose connections on the regulator should be similarly marked for identification Parallel lengths of oxygen and gas hose should be taped together to prevent tangling.
Hoses shall only be connected by means of approved fittings, crimped type only not with clamps as this will damage the hose. Hoses shall be protected from kinking, tangling, being stepped on, run over by trucks, or otherwise damaged. Contact of hoses with oil or grease shall be avoided to reduce deterioration of the rubber. Spare hoses shall be stored in a cool place, and away from direct sunlight.
Hoses shall be inspected frequently for leaks, wear, and loose connections. Leaks may be detected by immersion of the hose in water under normal working pressure or by using soapy water solution. Leaking hoses shall not be used on site.
Post weld heat treatment
Activity Supervisor to ensure that permit to work was raised and obtained prior to start activity.
The perimeter around the welding joint to be treated shall be cleared from other activities. Location of work shall be barricaded and proper signs erected to prevent unauthorized entry of personnel.
Equipment, tools, and devices shall be inspected prior to use. Cables shall be laid properly in order not to cause a tripping hazard. Other work crew shall be advised of the PWHT activity to prevent impacts to other Welders.[bws_pdfprint]
Health & Safety Books / Fire Safety Books /IOSH & NEBOSH /OSHA